Electrically heated casting launders (covers)
Purpose
Casting line launders preheating and melt heating during the casting process. The heating element is located in a tilting cover above the refractory launder.
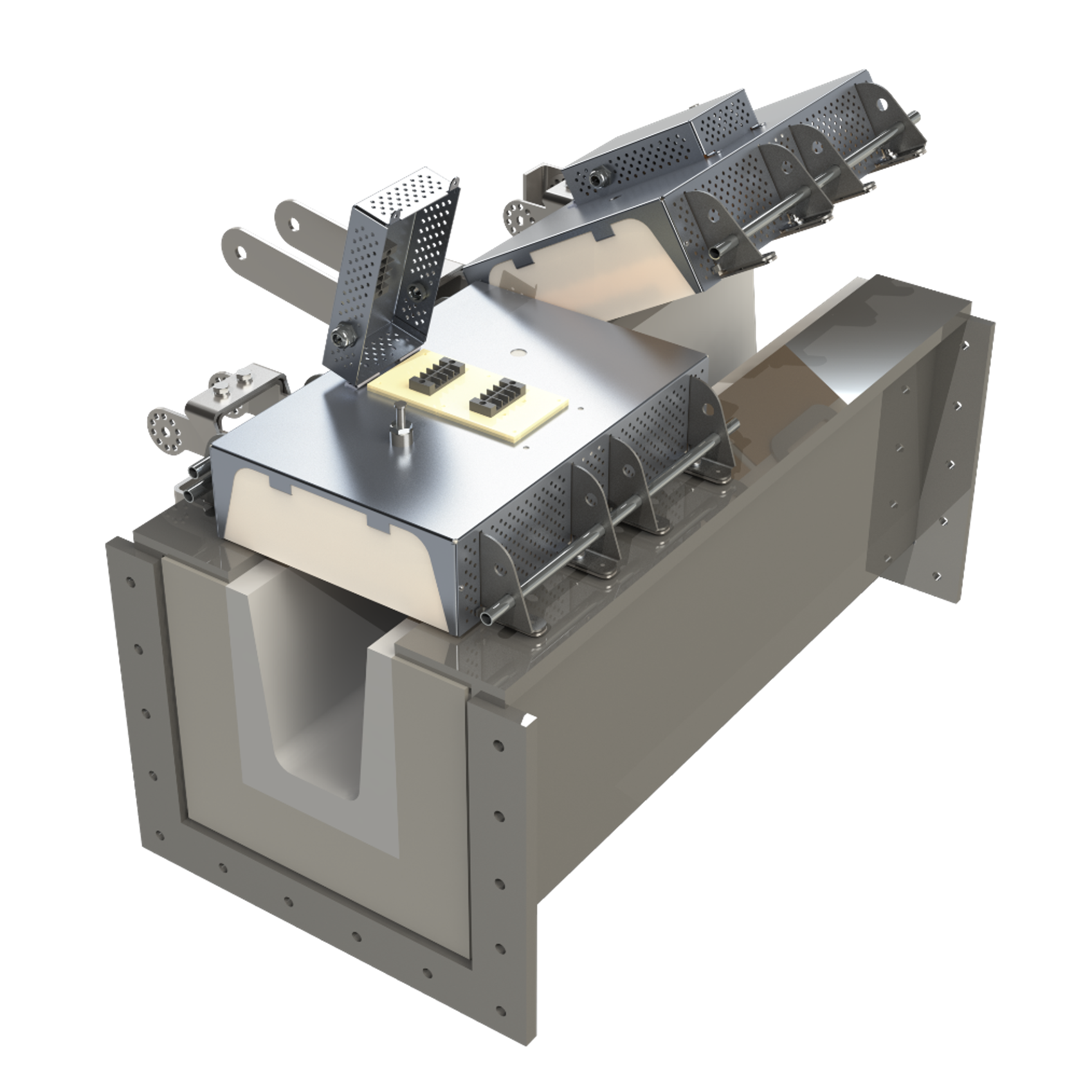
Design
The cover has a frame structure. The transverse ribs are made of heat-resistant steel and connected by longitudinal tubes. This design eliminates thermal deformation and ensures minimal weight while maintaining sufficient strength. Three-layer thermal insulation is housed within the frame. A ceramic electric heater is installed within the molded insulation layer and pressed against removable heat-resistant plates, allowing for quick replacement of the heating element. The heat-resistant frame and thermal insulation are enclosed within a housing, which can be made of stainless steel or aluminum. A perforated hinged junction box is mounted on the top of the housing. A removable spring-loaded thermocouple is also mounted on the top of the housing to measure the heater temperature and, if necessary, a through-hole thermocouple with a rigid fixation to measure the launder atmosphere temperature.
The heating element power inputs and thermocouple cable are routed into a junction box. External power cables and instrumentation cables are also routed into the junction box via a gland or plug-in connection for mounting on the terminal block. The heating element pair is configured to operate with various power supply configurations (200–410 V) and rated power (equivalent heat flow of 45–135 kW/m²) by varying the position of the power jumper.
Quick-release brackets are used to install the cover and connect the opening drive. The brackets can be equipped with a pneumatic or electric drive for automatic opening, or a shock absorber for manual opening.

Принцип действия
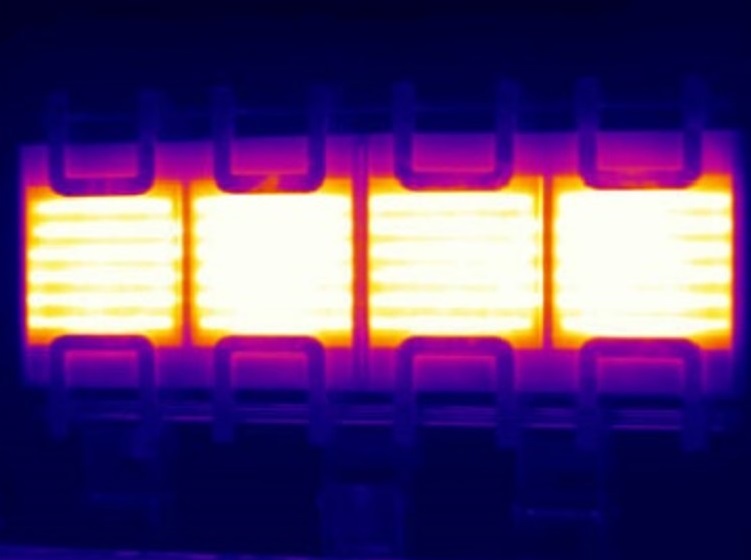
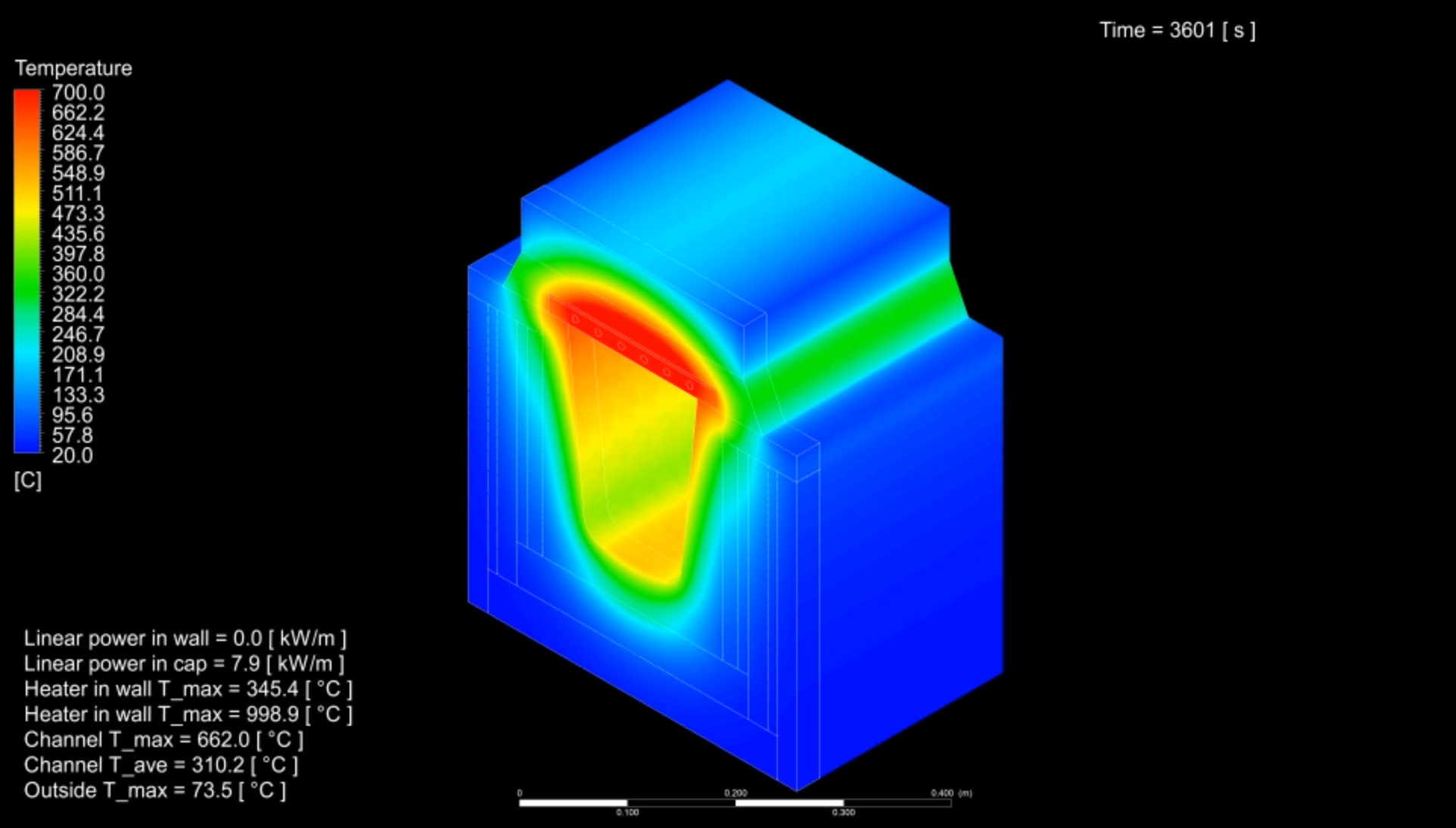
Питание нагревательных элементов крышки осуществляется переменным током от однофазной или трехфазной сети напрямую или через регулятор мощности. При достижении температуры поверхности нагревательного элемента более 500°С, за счет теплообмена излучением, начинается прогрев рабочей поверхности (внутренней поверхности желобов или свободной поверхности расплава). Максимальная эффективность достигается при работе в режиме повышенной мощности с автоматическим поддержанием температуры на контрольной термопаре 1100 – 1150°С.
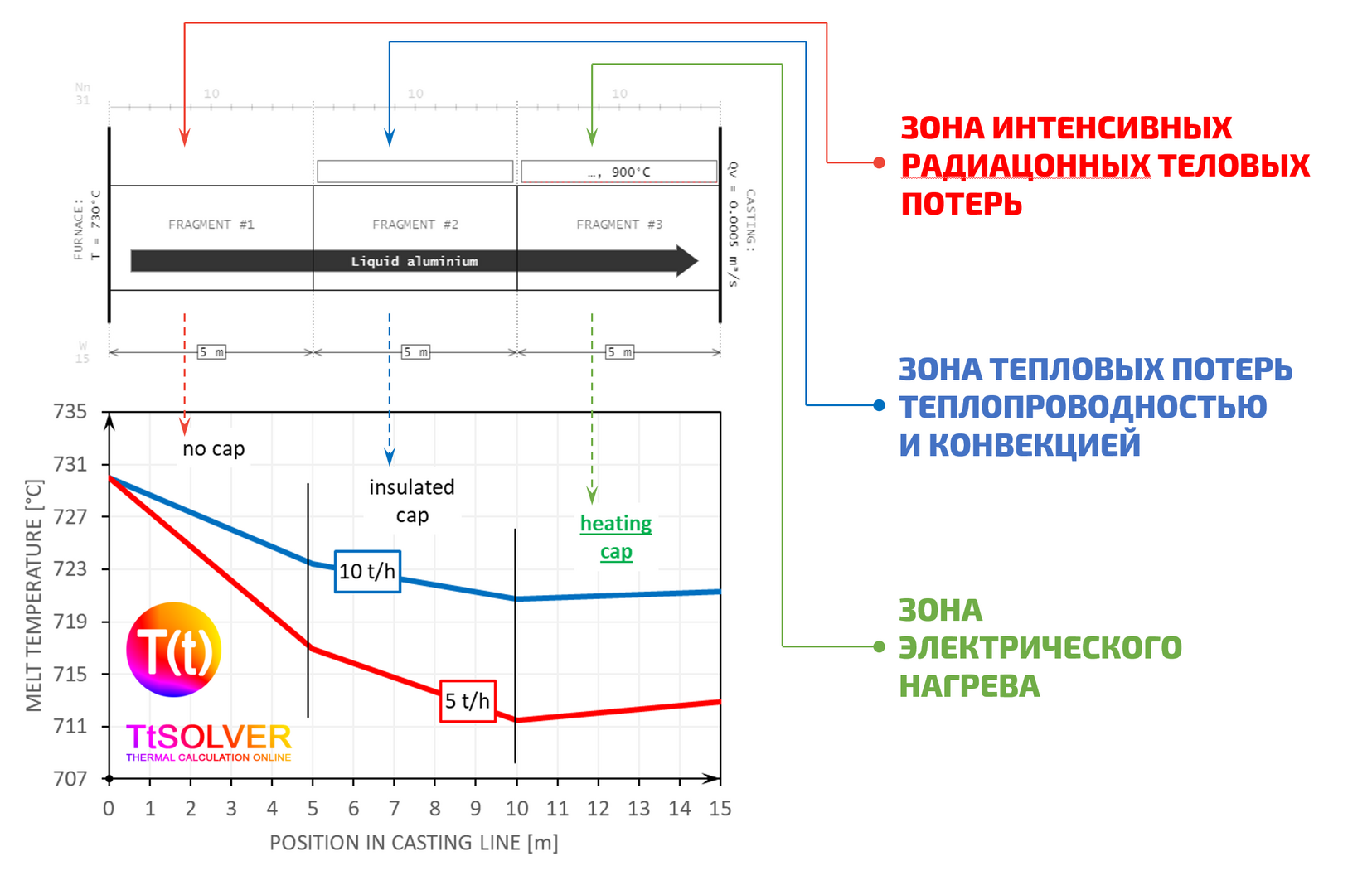
В фазе предварительного нагрева радиационный теплообмен с внутренней поверхностью желоба обеспечивает их плавный и однородный нагрев по всей длине.
В фазе литья радиационный теплообмен с зеркалом метала обеспечивает частичную или полную компенсацию падения температуры на всем времени литья.
Однородность и мягкость нагрева, просто монтажа и обслуживания, широкие возможности управления и конфигурирования линии и режимов литья, высокая энергетическая эффективность и скорость нагрева
Сочетание высокой энергетической эффективности электрического нагрева и конструктивных особенностей разработанной крышки снижает эксплуатационные издержки и обеспечивает стабильность литейных процессов. Крышка легко адаптируется под новые задачи и конфигурации литейной линии.
Рекомендации
При использовании режима малой мощности может применяться двухпозиционное (ШИМ) синхронное управление напряжением от одного источника питания с ограниченным числом термопар. При этом крышки должны находится в относительно равных тепловых условиях с синхронным открыванием. Контрольная термопара устанавливается в наиболее горячей зоне линии транспортных литейных желобов.
Для режима повышенной мощности рекомендуется использование твердотельного реле с фазоимпульсным управлением (ФИМ). При этом осуществляется температурный контроль каждого связанного участка длинной с шагом не более 2 метров.
Для расчета, оценки режимов работы литейной линии и выбора нагревателей может быть использован online-ресурс: http://ttsolver.com/index.php?page=mod-channels
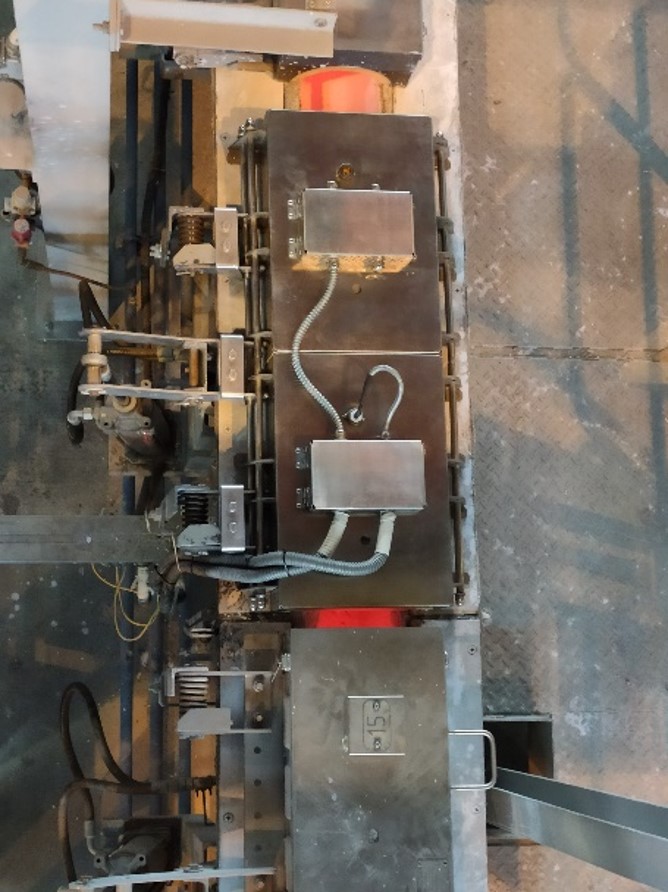
Оборудование прошло промышленные испытания и находится в эксплуатации с 2020 года






All characteristics
Основные параметры
- Питание 200-410 В
- Мощность 2-16 кВт/м
- Габаритные размеры по литейной линии
- Способ нагрева электрический, излучением
- Регулирование автоматическое, индивидуальное
- Открывание ручное / механизированное
Варианты комплектации
- Съемные / несъемные кронштейны для монтажа на желоб
- Корпус из алюминия / нержавеющей стали
- Кабельный ввод / разъемное соединение
- Ручное открывание / ручное открывание с амортизацией / автоматическое открывание пневмоприводом / автоматическое открывание электроприводом
- Без термопар / с контрольной подпружиненной термопарой / с измерительной термопарой
- Без управления / с управлением